发布时间:2020-08-10 01:59
发布时间:2020-08-10 01:59 发布者:方成轻型起重
发布者:方成轻型起重
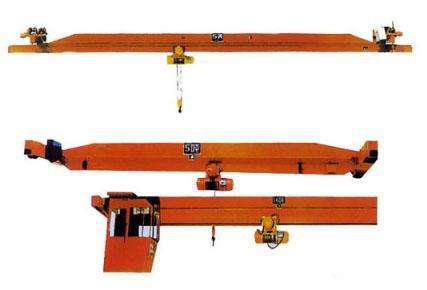
单梁桥式起重机是由主梁、副梁、端梁和栏杆四大部分组成,在室内外工矿企业、钢铁化工、铁路交通、港口码头以及物流周转等部门和场所均得到广泛的运用, 单梁桥式起重机是横架于车间、仓库和料场上空进行物料吊运的起重设备,由于它的两端坐落在高大的水泥柱或者金属支架上,形状似桥。单梁桥式起重机的桥架沿铺设在两侧高架上的轨道纵向运行,可以充分利用桥架下面的空间吊运物料,不受地面设备的阻碍。它是使用范围广、数量多的一种起重机械。
一、主梁制造工艺
1.下料
主梁用轧制工字钢制造而成,号料前要保证材料的规格和型号的正确性,为保证工字钢上的挠度,需加放L/1000的余量,长度不足时可以进行对接,但接头不能在梁的中间。
2.预制上挠度
预制上挠度的数值可以采用拉钢丝的方法测量,若挠度与技术不符,则可以采用火焰加热的方法进行矫正,二次加热时要避开原先加热的位置,主梁不允许旁弯或扭曲等不正当变形,变形超过规定数值时,应当予以矫正。
二、副梁制造工艺
副梁由两根槽钢和连接板连接而成,槽钢和连接板都须符合规格,把连接板装配在槽钢准确的位置上并焊接,后安装两端的封板。
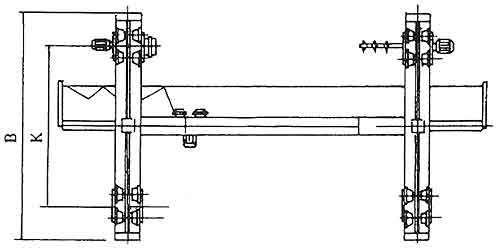
三、端梁的制造工艺
端梁主要由槽钢和连接板组合而成,槽钢和连接板在制造时须符合规格。端梁的两端走轮处应当保持垂直,以防出现卡轨现象。
四、栏杆的制造工艺
栏杆为桁架结构,由角钢拼装而成,其上挠度与主梁相同。
五、总装工艺
主梁与端梁进行装配时,先将其搁置在用螺杆的可调支座上,利用水平仪进行校正调节。用撑杆点焊固定,在这过程中要保持端梁与主梁垂直,随后装上、下连接板,并用定位焊定位。
栏杆装配时先划出栏杆和主梁的中心线,再将栏杆放到搁架上,校对高低和垂直位置,后定位焊定位。
装配副梁时按装配位置线,先安装副梁支柱及中间副梁,后装两端的斜形副梁,后使用定位焊。
进行总装之后的焊接,在焊接的过程中应当注意焊接的顺序,先焊连接板焊缝,再焊直撑焊缝,依次是斜撑焊缝和副梁支架焊缝、副梁与主梁的连接焊缝。各撑杆与主梁的连接焊缝应待检验后再焊。
以上是简单介绍了单梁桥式起重机的结构和制造工艺,希望对大家有所帮助。
以上是简单介绍了单梁桥式起重机的结构和制造工艺,希望对大家有所帮助。
 上一篇:墙壁式旋臂起重机的介绍以及维修与保养
上一篇:墙壁式旋臂起重机的介绍以及维修与保养  下一篇:分析kbk起重机系统的优势
下一篇:分析kbk起重机系统的优势